
上传时间:2013-11-8 14:39:00

墨斗周边自动化系统
一般印刷机的结构,由于存在油墨控制不稳定、墨斗周边的操作耗费人力等缺点,要实现高质量印刷,可谓颇费精力。
为了改变这种现状,我公司提出自动化、省力化概念,成功开发出J-COLOR系统.它通过传墨分割辊结构(即IPC系统):油墨预置控制系统对供墨量进行自动控制,并通过AFC系统(自动墨斗清洗装置)和ACC系统(自动供墨装置),成为一个可能使墨斗周边完全自动化的系统。
(1)传墨分割辊的概念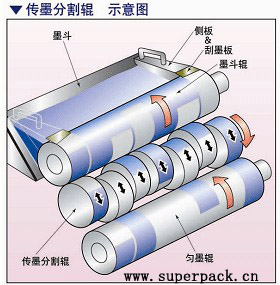
IPC:油墨预置控制系统的墨斗上装有一片板,或采用三角形墨斗,可保持墨斗间隙固定,并将印刷机上的传墨辊设计成分割型传墨辊,通过分割型传墨辊与墨斗的接触长度对供墨量进行控制。
该系统的最大特征是:与墨斗刮刀间隙调整相比,通过分割型传墨辊与主墨辊的接触长度对供墨量进行分别控制的方式,可实现控制精度更高。
普通墨键刮刀方式的墨斗间隙为0mm~0.2mm,在此范围内可按0%~100%的比例进行调整,但要调整1%,就要保证0.002mm(2微米)的间隙开度,即便提高机械精度,控制0.002mm也是极难做到的。另外由于墨斗部位的材质还会受到热膨胀(注:铁:线膨胀率12.1mm×10-6、温度变化10℃、长度50mm时:伸缩6微米。)和由于时相性变化导致的间隙调整部位出现油墨堵塞、刮刀磨损等影响,计算机控制数据与实际印刷时的间隙开度调整之间会不可避免地出现误差,从而需要定期进行调整。
此外,当要对某个部分的墨量进行增减时,墨键刮刀方式还需要对该墨键的相邻两侧进行调整,而传墨分割辊方式无需这一操作。
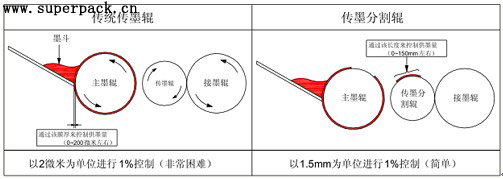
通过分割型传墨辊对主墨辊的接触长度进行控制。例如“对开胶印机”,接触长度可在0mm~150mm范围内进行调整,还可对接触间隔进行任意调整。就调整难度而言,墨键刮刀方式的可调间隙为0mm~0.2mm,而传墨分割辊方式的控制范围可达150mm,简单对比计算结果为0.2mm/150mm,即1/750。相比以几微米为单位对墨斗间隙进行调整,无疑是以毫米为单位对墨辊接触长度进行控制的操作方式更为便利,且可实现更高精度控制。
同样,当调整1%的图案大小时,需让传墨分割辊与主墨辊接触1.5mm左右,但是进行累计和储存,直至不小于压辊间隙,可通过间歇运行来实现控制。
采用间隙控制方式的油墨预置系统时,存在1.油墨粘性对浓度的变化;2.墨斗间隙与供墨量的关系;3.速度变化导致浓度不稳定的关系,且因调整难度、问题点或操作人员的经验而程度各异。为此,我公司不断寻求改善,下面要向大家介绍J-COLOR系统对这些问题点的解決方法。
◆油墨粘性变化对浓度的影响
采用墨键刮刀方式时,通常在印刷过程中要向墨斗补充大量油墨,而实际上只有墨斗上方部位的油墨可被搅拌并循环。当墨斗间隙接近0时,由于油墨受到水的影响,容易出现不下墨的现象,导致印刷浓度下降。为此,操作人员需要打开墨斗的间隙。
由于墨斗间隙各不相同,因此供墨量会受到油墨内压的影响而不同。为此,必须随时加墨,使墨斗中的墨量达到60%左右。
采用传墨分割辊方式时,由于墨斗间隙固定,供墨量不会因间隙的大小而变化,固定量的油墨会从间隙中均匀流出,即使墨斗中的墨量少到30mm左右的高度,油墨仍会循环,供墨时可保持油墨特性,不会出现因油墨特性的变化导致的印刷浓度不均。墨辊上的油墨膜厚保持固定,可按1mm的精度单位对墨辊接触长度进行调整,因此不易出现浓淡误差。
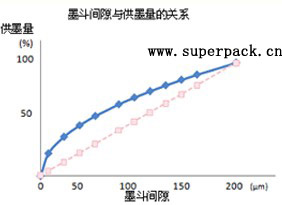
◆墨斗间隙与供墨量的关系
理想的供墨量控制是: 供墨量的增加与墨斗的间隙开度成正比(见图:红色线)。但当采用墨键刮刀方式时,供墨量呈抛物线变化。(见图:蓝色线)
如图可知,当图案面积较小时,虽然油墨开度极小,但若供墨量变大,间隙越小则油墨量调整越困难。当采用墨键刮刀方式时,必须将墨斗间隙设定为50微米以上(相当于图案面积的25%),否则无法保证提供适当的油墨浓度。
但是,如上文所述,要将间隙调整到50微米以下是非常困难的。因此,通常在印刷微小图案时要专门设置废页,以保证一定程度的供墨间隙,使印刷稳定。而采用传墨分割辊方式时,墨斗间隙可在0.12mm~0.23mm范围内均匀设定,控制范围接近理想的印刷状态。即使对很小的图案面积,墨斗间隙仍为固定,通过将辊的接触长度控制在几毫米,可实现供墨稳定。
◆速度追踪与印刷浓度
采用墨键刮刀方式时,当印刷速度由低变高时,即使墨键刮刀的间隙与图案数据一致,仍会产生油墨膜厚误差,出现浓度不均。这是因为随着速度上升,间隙中的供墨量会因墨辊压力和墨斗内部压力而减少,图案面积较大的部分会供墨更多,而图案面积较小的部分会因供墨压力的影响而不易出墨。其结果是墨斗间隙开度的不同导致浓度不均,难以做到稳定的浓度调整。
采用分割传墨辊方式时,墨斗间隙均匀,油墨膜厚固定,因此不易因油墨内部压力的影响而出现浓度变化,并通过对辊与墨斗辊接触长度的控制,可实现按图案数据供墨。此外还具备速度追踪功能,所以即使速度有变化,也不会发生浓度不均;还可通过参数设定,能进行稳定的印刷。
(2)IPC系统的特征
●初始供墨
该系统具备匀墨功能,从开始印刷起,可根据图案面积比例数据进行稳定供墨。有印刷前在整个辊上供墨的匀墨功能,以及根据图案面积比例事先供墨的图案匀墨功能,可在试印后调整浓度至最佳。由于试印后可印刷稳定,因此可减少纸张和油墨损耗,还有助于缩短生产准备时间。
●回墨构造
采用通常的墨斗螺钉方式时,即使在图案比例为0%时仍会少量供墨,在印刷中,匀墨辊的两端会出现积墨,导致两端浓度变大。而采用传墨分割辊方式时,在0%时彻底停止供墨。但即便如此,有时也会出现揺摆辊匀墨后剩余的油墨积在辊两端的情况。此时,油墨会流到传墨分割辊两端的辊上,但可以通过安装在墨斗辊两端的侧刮刀(堰板)及其前端的附属刮墨板,将油墨转移到墨斗中。通过该回墨构造,可保持油墨浓度稳定。
侧板和刮墨板还有一个特征,在印刷微小图案时,在要使用的侧板部位安装刮墨板,来吸收周围的油墨,可实现以少量的油墨保持浓度稳定。
●防止油墨过度乳化措施以及印刷品质稳定
胶印印刷时,匀墨辊的两端容易积墨,而IPC系统通过在墨斗辊的两端设置侧板和刮墨板,使从匀墨辊流回的油墨通过传墨辊强制返回,并由刮墨板刮取,因此辊两端不会积墨,油墨会回到墨斗中。由于辊两端不留残墨,因此可防止油墨过度乳化,整面印刷质量稳定。另外如上文所述,墨斗间隙可达0mm~0.23mm且固定,因此不会出现堵墨。而且,因为是按设定的供墨量稳定供墨的结构,水槽中的水不会传到墨斗,因此墨斗中的油墨特性不会发生变化,这也是防止过度乳化的一大要因。
●计算机控制
为了适应印刷机的各种不同的条件,我公司在控制系统中设置了各种参数功能。一般来说,速度变快则浓度变淡,但传墨分割辊却可以通过参数设定,做到随着印刷机的速度变化对供墨量进行矫正。此外还具有印刷图案%浓度补正功能,通过触控屏操作可方便地调整墨色。还能以刮刀为单位进行浓度调整,因此可实现快速微调整。
生产完成后,供墨量、参数补正值等详细印刷数据会被保存在电脑中,重复印刷功能通过我公司IPC系统间隙固定的原理,只需将数据调出即可再现相同印刷,提高印刷准备的速度。有利于缩短时间和减少印张损耗。
(3)AFC 自动墨斗清洗系统的特征
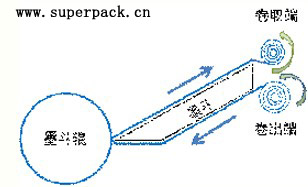
AFC(Automatic Fountain Cleaning:自动墨斗清洗装置)
IPC的主墨辊与墨斗之间设有间隙,利用该间隙穿入聚酯胶片或涂层胶片,绷紧并覆盖在墨斗上,并通过电机驱动的方式将胶片卷起,以此来达到墨斗自动清洗的目的,这就是AFC系统。换色时只需将胶片卷起并清洗侧板和刮墨板,即可进行墨斗清洗。此外,由于无需对墨斗过度供墨,因此油墨损耗少。清洗时间仅为传统方式的1/3左右,可提高操作效率。
(4)ACC 机械手自动加墨系统
ACC(自动墨盒更换装置)系统,可从墨斗旁安装的墨盒中自动加墨。通过激光传感器来探测墨量,并在此基础上正确加墨,实现了机械手自动加墨。从自动加墨到换色,所有操作均实现自动化。
通过全套引入IPC、AFC和ACC系统,可实现墨斗周边的完全自动化。
(5)今后的发展
为实现供墨稳定化和提高精度,我公司正着手开发,在计算机控制中增加新的参数功能。通过对客户的实地调查,在产品中增加客户真正需要的功能和精度,努力实现更好的印刷质量。此外还有一个特点是,通过实现减少纸张损耗和减少工厂废弃物,可减少CO2排放量。作为一项新发展,我公司还计划开发通过在线通信方式将油墨浓度管理数据传至IPC,并根据该信息对供墨量进行控制的产品。由此可实现浓度矫正功能兼备的新型IPC。
通过这些J-COLOR装置方案的推出,我公司有志在未来实现印刷操作的完全自动化。我公司愿为减轻操作人员的劳动负荷、提高操作效率和保护环境(减少CO2)贡献力量。
(6)交付业绩
在金属印刷行业,我公司对日本以及其他国家的销售业绩总和达到1,800套左右。在纸张印刷行业,我公司对各家商用表格印刷、单张印刷、贴纸标签、DVD印刷行业的业绩总和达到1200套左右。近年来,在日本大型商用表格印刷公司的新机器上已基本配备我公司IPC系统。
信息来源:必胜网






