

刀模制作
包装盒成形前是用刀模啤制出来的。模具其结构原理很简单,就是设计出来的产品按1∶1打印出来后贴于木板上面,按着线路切割出一条线,然后装上刀或压线刀即可。下面对模具的制作及所用材料简单地介绍一下:
1.刀模的制作流程

图3-4 贴(画)刀模图式
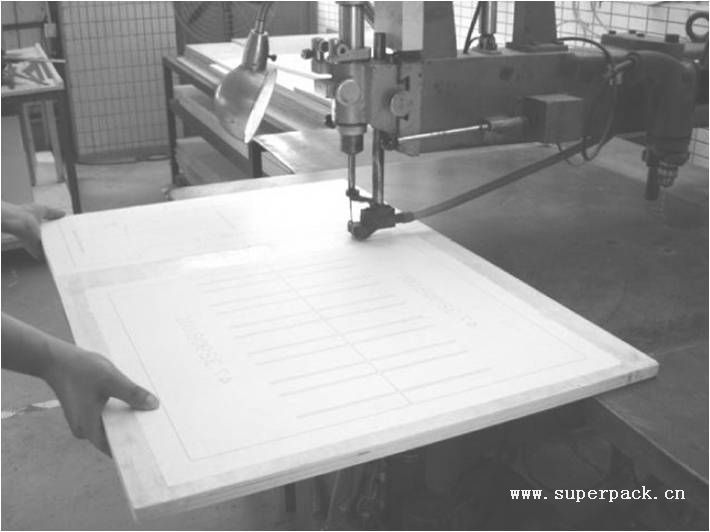
图3-5 锯板

图3-6 装刀片
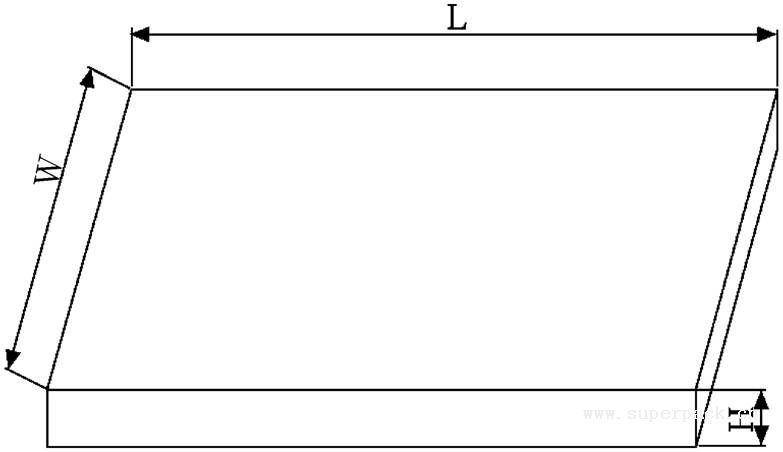
图3-7 木板
2.刀模制作木板的选料要求
刀模制作木板的类型共有四五种,厚度分别为10mm、12mm、15mm、18mm、20mm。
不常用的木板一般厚度为10mm、12mm、20mm。木板的主要规格为1220mm×2440mm。
3.刀模制作刀线的类型
刀一般分为高刀与低刀两种,高刀主要有30mm、40mm两种规格。纸品用刀的规格主要有23mm、23.8mm。线的高度主要有22.9mm、23.24mm、23.4mm等。23mm高的刀主要为半穿刀。 23.8mm高的低刀可用于所有啤制产品。 30mm高的主要用在油压25mm以下的产品上。 40mm高的高刀主要用在大于25mm的所有油压EPE产品上。22.9mm高的线主要用在双坑纸板产品上。23.24mm高的线主要用在单坑纸板产品上。23.4mm高的线主要用在幼坑纸板与卡纸产品上。长度一般规格为1000mm。牙齿长度一般为760mm,高度为23.8mm。牙刀与缺口比例一般有1∶1、1∶2的两种。牙刀类型一般有每英寸2牙、3牙、4牙、6牙、8牙、10牙、12牙、16牙等。
4.用刀选用的标准
牙刀主要用于一些反折纸卡类型设计的产品,以便于折成形,方便生产。客户自己设计的产品主要根据客户的要求加装牙刀,而对设计人员自己设计的产品则要求反折的部位与难折的部位都装加牙刀。当产品材质为单坑纸板时,如需装牙刀,使用牙刀的型号必须是每英寸4~6牙,刀与缺口间距比例一般为1∶1。当产品材质为双坑纸板时,如需装牙刀,使用牙刀的型号必须是每英寸2~3牙,刀与缺口间距比例一般为1∶1。刀与缺口间距比例为1∶2的牙刀主要用于不易断裂的产品,一般根据客户的要求使用。
波浪刀一般都根据客户要求而定。波浪刀的优势在于不会割手且能使产品外观漂亮,一般用于产品的外围。常用刀线如图3-8所示。
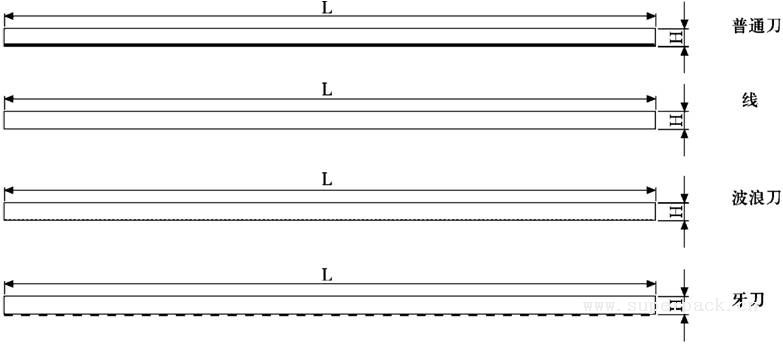
图3-8 常用刀线图示






